Valorization of Potato Peel Waste into Starch-Based Bioplastic Films using Glycerol and Sorbitol Plasticizers
Glory Jasmine Rani
*
 and Ramaiya Pillai Mallika
and Ramaiya Pillai Mallika
1
Department of Biochemistry,
V.V.Vanniaperumal College for Women,
Madurai Kamaraj University,
Madurai,
Tamil Nadu
India
http://dx.doi.org/10.12944/CWE.20.3.30
Copy the following to cite this article:
Rani G. S, Mallika R. P. Valorization of Potato Peel Waste into Starch-Based Bioplastic Films using Glycerol and Sorbitol Plasticizers. Curr World Environ 2025;20(3). DOI:http://dx.doi.org/10.12944/CWE.20.3.30
Copy the following to cite this URL:
Rani G. S, Mallika R. P. Valorization of Potato Peel Waste into Starch-Based Bioplastic Films using Glycerol and Sorbitol Plasticizers. Curr World Environ 2025;20(3).
Download article (pdf)
Citation Manager
Publish History

Introduction
The urgent challenge of plastic pollution and the depletion of petroleum-based resources have intensified the search for sustainable, biodegradable alternatives.1 Globally, an estimated 390 million tonnes of plastics are produced annually, of which only about 9% is recycled, while the remainder is incinerated or accumulates in landfills and natural ecosystems.2 This growing crisis has led to stricter environmental guidelines, such as the European Union’s Single-Use Plastics Directive (EU, 2019) and extended producer responsibility (EPR) frameworks in several countries, which mandate the reduction or replacement of non-biodegradable plastics in packaging and consumer goods.3 Market forecasts project that the global bioplastics sector will grow from 2.22 million tonnes in 2023 to over 7 million tonnes by 2033, driven by consumer demand, legislative action, and the shift toward circular economy models.4
Among these, starch-based bioplastics have emerged as a leading contender due to their renewability, biodegradability, and cost-effectiveness.1 Nevertheless, innatefilms from starch often posesweaker mechanical strength and water sensitivity, necessitating the use of additives such as plasticizers, nanofillers, or polymer blends to enhance performance.5 Potato peel, a waste by-product from the food processing industry presents a low-cost and abundant source of starch. Despite its potential, only a few studies have explored bioplastic film development from potato peel starch. Starch extracted from white potato peels had produced bioplastic films using glycerol as a plasticizer, reporting enhanced tensile strength and water absorption with increasing glycerol content.6 In this study, the term “bioplastic film” refers specifically to starch-derived, biodegradable films that do not contain petroleum-based plastics but mimic the functional properties of conventional plastic films. Study further demonstrated that glycerol-plasticized films from potato peel starch exhibit meaningful mechanical properties and structural integrity.7
Plasticizer selection critically influences bioplastic properties. Sorbitol, for example, imparts higher tensile strength and lowers moisture absorption compared to glycerol, which typically yields more flexible and hydrophilic films.8 Yet few studies have rigorously compared the effects of glycerol, sorbitol, and their combination on potato peel starch films, leaving a gap in designing materials with tailored properties.Therefore, this study aims to: (i) Extract and characterize starch from potato peel, including yield, amylose content, and gelatinization temperature. (ii) Develop bioplastic films using glycerol, sorbitol, and a glycerol-sorbitol blend as plasticizers. (iii) Evaluate the physical (thickness, moisture content, density), mechanical (tensile strength, swelling, water absorption), and structural (transparency, FTIR, XRD) properties of the films to determine the influence of plasticizer type on performance. (iv) Assess the biodegradation behavior of the films through soil burial tests to determine their environmental degradability. (v) Explore the potential application of potato peel starch-based bioplastic films in sustainable packaging.
Materials and Methods
Fresh Solanum tuberosum tubers were purchased from a local market in Madurai, Tamil Nadu, India. The tubers were washed under running tap water, peeled using a stainless-steel peeler, and the peels were rinsed twice with distilled water to remove surface dirt and loose starch. The cleaned peels were stored at 4 °C in zip-sealed polyethylene bags until use. Analytical-grade reagents (sodium hydroxide, acetic acid, ethanol, potassium iodide, and iodine) were obtained from HiMedia Laboratories Pvt. Ltd. (Mumbai, India), while food-grade glycerol and sorbitol were sourced from Merck Life Sciences Pvt. Ltd. (Mumbai, India). All solutions were prepared using distilled water.
Starch extraction from potato peel
Starch was extracted using a modified wet sedimentation method.9,10 Fresh potato peels (=260 g) were cut into ~1 cm2 pieces and homogenized with 100 mL distilled water in a high-speed blender (Philips HL7756, Netherlands) at 15,000 rpm for 5 min to obtain a fine slurry. The slurry was filtered through a double-layer muslin cloth (~60 µm), and the filtrate was allowed to sediment at ~28 °C for 2 h. The supernatant was decanted, and the sediment was re-dispersed in 200 mL distilled water, stirred for 2 min, and left to settle for 30 min. This washing–settling cycle was repeated three times to remove soluble impurities. The final starch sediment was oven-dried at 55 °C for 24 h (Memmert UF55, Germany), ground, and sieved through a 100-mesh screen. The starch powder was stored in airtight amber glass containers at 4 °C until analysis. Starch yield (%) was calculated as:

Characterization of extracted starch
Microscopy
The morphology of the extracted potato peel starch granules was observed using a compound light microscope (Model: Olympus CX23, Manufacturer: Olympus Corporation, Tokyo, Japan) at 40x magnification under bright-field illumination. A small amount of dried starch was evenly sprinkled onto a clean glass slide, dispersed in a drop of distilled water, and covered with a coverslip. The granule shape, size, and surface texture were observed, and representative images were captured using a digital camera attachment (Model: Olympus LC30, Manufacturer: Olympus Corporation, Tokyo, Japan).
Organoleptic Evaluation
The extracted starch was visually inspected for color and clarity, and odor was assessed directly.
pH
One gram of starch was dispersed in 100 mL distilled water, and pH was recorded using a calibrated digitized pH meter (Eutech pH700, Thermo Fisher Scientific, Singapore).
Qualitative confirmation tests for starch
Starch was qualitatively confirmed using standard phytochemical tests.11
Molisch’s test for carbohydrates: Formation of a reddish-violet ring indicated positive result.
Fehling’s test for reducing sugars: Absence of brick-red precipitate indicated negative result.
Benedict’s test for reducing sugars: Absence of red precipitate indicated negative result.
Iodine test for non-reducing sugars: Development of blue color after cooling confirmed starch presence.
Physico-chemical properties
Ash
The ash content of the extracted potato peel starch was determined following AOAC guidelines.12 5 g of dried starch was weighed into a pre-weighed silica crucible and incinerated in a muffle furnace at 550 °C until a constant weight of white ash was obtained (about 4 h). The crucible was then cooled in a desiccator and reweighed. Ash content was calculated as:
Moisture
Moisture content was measured according to AOAC (2016).12 Five grams of starch was weighed into a pre-weighed moisture dish and dried in a hot air oven at 105 °C until a constant weight was achieved (approximately 4–6 h). The dried sample was cooled in a desiccator and weighed. Moisture content was calculated using:

Amylose and Amylopectin
Amylose content was estimated using the iodine-binding method.13 Starch (20 mg) was dispersed in 10 mL of 1 N NaOH and heated in a boiling water bath for 10 min to ensure complete gelatinization. The solution was cooled to room temperature and neutralized with 1 N CH3COOH. 2 mL of iodine–potassium iodide solution (0.2% I2 in 2% KI) were added, and the volume was made up to 100 mL with distilled water. After thorough mixing, absorbance was measured at 620 nm using a UV–Vis spectrophotometer (Shimadzu UV-1800, Japan). Amylose content was determined from a calibration curve prepared using potato amylose standards (Sigma-Aldrich, USA). Amylopectin content (%) was calculated as 100 - amylose.
Functional characteristics
Functional characteristics were determined following AOAC (2016) methods in comparision with commercial starch (laboratory grade).12
Solubility: Solubility was determined by heating 1 g starch in 100 mL distilled water at 60°C for 30 min, centrifuging at 3000 rpm for 10 min (Remi C-24BL, India), and drying the supernatant to a constant weight. Solubility was expressed as grams of soluble starch per 100 g (%) dry starch.
Starch: Determined by acid hydrolysis followed by titration with Fehling’s solution.
Foam capacity: Measured by whipping 2 g starch in 50 mL distilled water for 5 min in a high-speed blender and recording volume increase.
Swelling power: Determined by heating 1 g starch in 50 mL water at its gelatinization temperature (72 °C for commercial starch, 71.33 °C for potato peel starch) for 30 min, centrifuging at 3000 rpm for 15 min, and calculating the weight of swollen sediment per gram of dry starch.
Gelatinization temperature: A 2% starch suspension (w/v) was prepared in distilled water in a 250 mL beaker and stirred continuously with a magnetic stirrer. The suspension was heated at a rate of 2°C/min, and the temperature at which the suspension first exhibited a translucent, viscous consistency was recorded using a calibrated mercury thermometer.14
Bioplastic film formation
Bioplastic films were prepared using the solution-casting method.15 Three formulations were preparedas illustrated in Table 1. Each mixture was heated to 70 °C on a magnetic stirrer hot plate, with continuous stirring at 500 rpm for ~15 min until a translucent gel formed. The hot gel was immediately poured into 14 cm diameter glass Petri dishes, levelled to ensure uniform thickness, and dried at ambient laboratory temperature (25 ± 2 °C) for 48 h. The dried films were peeled carefully and stored in desiccators (25% RH, silica gel) prior to testing.
Table 1: Formulations of potato peel starch bioplastic films prepared with glycerol, sorbitol, and glycerol–sorbitol blend as plasticizers.
Formulation Code | Starch (g) | Distilled water (mL) | Acetic acid (mL) | Plasticizer(s) | Amount of plasticizer |
A | 2.5 | 25 | 3.4 | Glycerol | 2.1 mL |
B | 2.5 | 25 | 3.4 | Sorbitol | 2.0 g |
C | 2.5 | 25 | 3.4 | Glycerol + Sorbitol | 2.1 mL + 2.0 g |
Physical property analysis
Thickness: Film thickness was measured using a digital micrometre screw gauge (Mitutoyo, Japan) at five randomly selected points across each film, and the mean value was recorded.15
Moisture content: Film samples (2 × 2 cm²) were weighed (Wi) and dried in an oven at 105 °C until constant weight (Wf). Moisture content (%) was calculated as:
.jpg)
Density: Density was calculated by dividing the mass of the film by its volume (area x average thickness) as per the formula,
p = mvg/cm3
Where: p=density, m=mass, ndv=volume
Mechanical and water interaction properties
Tensile strength
Mechanical strength was evaluated according to ASTM D882 using a universal testing machine (Instron 3365, USA). Rectangular strips (10 mm x 50 mm) were clamped between grips and stretched at a crosshead speed of 10 mm/min until breakage. Tensile strength (N/cm²) was calculated from the maximum force divided by the initial cross-sectional area.16

Swelling capacity
Swelling capacity was determined by immersing pre-weighed (Wi) film specimens (2 cm x 2 cm) in 25 mL of distilled water at RT for 30 min. The swollen films were removed, gently blotted to remove surface water, and weighed again (Wi). Swelling capacity (%) was calculated using the formula:17

Water absorption
Water absorption was measured by immersing pre-weighed dried film specimens (Wi) in distilled water at RT for 24 h. The films were removed, surface water was blotted off, and the samples were weighed (Wi). Water absorption (%) was calculated using:18

Optical characterization
Transparency: Film transparency was measured using a UV–Visible spectrophotometer (Model: UV-1800, Shimadzu, Japan) according to ASTM D1746-15. Film strips (2 cm x 1 cm) were placed in the sample holder, and transmittance was recorded at 600 nm using air as the blank. Transparency (T600) was expressed as the percentage of light transmitted, where lower values indicated greater opacity.19
Biodegradability test
The biodegradability of the potato peel starch-based bioplastic films prepared with different plasticizers (glycerol, sorbitol, and their combination) was evaluated using the soil burial method. Film samples of 2 x 2 cm with uniform thickness and initial weight were buried in moist garden soil maintained under controlled laboratory conditions. The test was carried out for 20 days, with observations recorded at 5-day intervals (Day 5, Day 10, Day 15, and Day 20). At each interval, the films were carefully retrieved, rinsed with distilled water to remove adhering soil particles, air-dried, and weighed to determine the weight loss. The percentage of biodegradation was calculated using the below formula, by comparing the initial and final weights of the samples, and the results were expressed as percentage degradation.

FTIR spectroscopy
FTIR was used to identify functional groups in potato peel starch and in bioplastic films plasticized with glycerol, sorbitol, and their blend, with a commercial starch film as reference. Spectra were obtained using a Shimadzu IRTracer-100 equipped with a DLATGS detector. Film samples were cut into 1 cm2 pieces, dried at 40 °C for 4 h, and analyzed directly in ATR mode. Spectra were recorded from 4000–400 cm-1 at a resolution of 4 cm-1 with 32 scans per sample. Background spectra were collected before each run and automatically subtracted.20 The plasticizer producing stronger hydrogen bonding and greater chain mobility was selected for further XRD and application-based evaluation.
XRD
XRD analysis was performed on the glycerol-based starch bioplastic film to assess its crystalline and amorphous phases. Measurements were carried out using a PANalytical X’Pert PRO diffractometer with Cu-Ka radiation (h = 1.5406 Å) operated at 40 kV and 30 mA. Film samples (2 x 2 cm2) were mounted on a flat holder and scanned from 5° to 50° (20) with a 0.02° step size at 2°/min.21 The instrument was calibrated with a silicon standard, and crystallinity (%) was calculated by peak deconvolution using OriginPro 2023.22 Changes in peak intensity and position were compared to standard A- and B-type starch polymorphs to evaluate the effect of glycerol and sorbitol on the film’s crystalline pattern.
Application studies
Replacement of wax coating in paper cups
The coating procedure was adapted from Butkinaree et al., with minor modifications.23 Potato peel starch (2.5 g) was dispersed in 25 mL distilled water, followed by the addition of 3.4 mL vinegar and 2.1 mL glycerol. The mixture was heated to 75 °C with continuous stirring until a homogeneous coating solution formed. Commercial paper cups were prepared by making three small holes at the inner base to facilitate penetration of the coating. Approximately 10 mL of the solution was applied evenly to the inner surface using a manual film applicator, and the coated cups were dried at 28 ± 2 °C for 24 h. Waterproofing performance was assessed by adding 5 mL distilled water to each cup and monitoring for leakage over a fixed period.
Moulding test for bioplastic products
The moulding procedure was adapted from Kadam and Datta, with minor modifications.24 A moulding solution was prepared by dispersing 2.5 g of potato peel starch in 25 mL distilled water, followed by the addition of 2.1 mL glycerol. The mixture was heated with continuous stirring until gelatinization occurred, after which 3.4 mL vinegar was added to enhance gel network formation. The molten bioplastic was poured into a pre-cleaned silicone keychain mould and allowed to set at ambient temperature (28 ± 2 °C) for 24 h. After demoulding, the formed products were examined for shape retention, dimensional accuracy, and surface smoothness.
Statistical analysis
All experiments were conducted in triplicate, and results are reported as mean ± standard deviation. The effects of plasticizer type (glycerol, sorbitol, glycerol + sorbitol) on the physical, mechanical, and optical properties of the films were evaluated using one-way ANOVA. Biodegradation data were analyzed using two-way ANOVA with replication to assess the influence of plasticizer type, burial duration (5, 10, 15, and 20 days), and their interaction. Statistical significance was set at p < 0.05. All analyses were performed using SPSS Statistics v.26 (IBM Corp., USA).
Results
Starch extraction and physicochemical properties
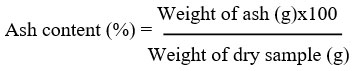
Starch extraction by wet sedimentation yielded 48.0 g of starch from 280 g of potato peel (17.10%). Microscopy revealed predominantly oval, smooth granules with occasional irregular shapes (Fig. 1). The starch was fine-textured, white, odorless, tasteless, and free from visible fiber or pigmentation. It showed a near-neutral pH (6.40 ± 0.32), a positive Molisch reaction, and a deep-blue iodine complex, while Fehling’s and Benedict’s tests were negative. Ash and moisture contents were 0.47 ± 0.02% and 14.00 ± 0.7%, respectively. The starch composition included 21.20 ± 1.27% amylose and 78.80 ± 3.94% amylopectin. A comparison of its physicochemical and functional properties with commercial starch is shown in Table 2.
 | Figure 1: Light microscopy image (40x) of potato peel starch granules showing oval morphology and smooth surfaces(Scale bar = 20 µm)
|
Table 2: Physico-chemical and functional properties of extracted potato peel starch with commercial starch
Properties | Extracted potato peel starch | Commercial starch | Observations |
Yield (%) | 17.10 ± 0.0 | — | Within reported range for potato peel starch (15–20%) |
Ash content (%) | 0.47 ± 0.02 | — | Low mineral residue, indicating high purity |
Moisture content (%) | 14.00 ± 0.70 | Similar | Stable for storage |
Amylose (%) | 21.20 ± 1.27 | — | Typical for tuber starch; supports good gelation |
Amylopectin (%) | 78.80 ± 3.94 | — | Higher fraction aids swelling and flexibility |
Solubility (%) | 1.83 ± 0.007 | 1.66 ± 0.009 | Slightly higher in extracted starch due to minor surface irregularities |
Starch content (%) | 65.38 ± 2.62 | 72.50 ± 2.90 | Slightly lower in extracted starch, possibly due to residual peel components |
Foam capacity | Absent | Absent | Lack of surface-active proteins; prevents pore formation in films |
Swelling temperature (°C) | 71.33 | 72.00 | Comparable; suitable for controlled gelatinization |
Gelatinization temperature (°C) | ~70 | ~70 | Similar thermal behavior |
—: Parameter not determined for commercial starch
Functional properties of extracted starch
The extracted potato peel starch had a solubility of 1.83 ± 0.007%, slightly higher than the 1.66 ± 0.009% of commercial starch. Its total starch content (65.38 ± 2.62%) was marginally lower than the commercial value of 72.50 ± 2.9%. Neither sample produced foam. The starch showed a swelling temperature of 71.33 °C, close to the 72 °C noted for commercial starch, and initiated gelatinization at about 70 °C, forming a translucent gel.
Bioplastic film formation
The extracted starch was successfully converted into bioplastic films. The starch suspension was initially milky and gelatinized upon heating, and the incorporation of glycerol produced a uniform film-forming solution. The resulting dried films were smooth, flexible, and transparent. All three formulations, A (glycerol), B (sorbitol), and C (glycerol + sorbitol), were white, odorless, and evenly textured, with minor differences in appearance attributed to the plasticizer used and film thickness.
Physical, mechanical, water interaction, and optical properties
Film thickness ranged from 0.143 ± 0.005 mm to 0.196 ± 0.05 mm, with Bioplastic C being the thinnest and Bioplastic B the thickest, while the polypropylene control measured 0.1 mm. Moisture content varied across formulations, highest in A (21.50 ± 2.20%) and lowest in B (11.23 ± 1.35%). Density values were 1.33 ± 1.5 g/cm3 for A, 1.28 ± 1.2 g/cm3 for B, and 1.48 ± 2.0 g/cm3 for C, compared with 0.90 ± 1.0 g/cm3 for the control. Sorbitol films showed the greatest tensile strength (38.11 ± 1.52 N/cm2), followed by the control (27.55 ± 1.10 N/cm2), the blend (25.05 ± 1.20 N/cm2), and glycerol films (12.00 ± 0.72 N/cm2). Swelling capacity was highest in A (47.0 ± 3.0%) and lowest in C (26.0 ± 2.5%), with similar patterns in water absorption, where A absorbed 48.6 ± 3.40% and B absorbed the least (28.8 ± 1.15%). Optical measurements showed greatest transparency in C (4.20 ± 0.21 mm-1) and lowest in B (0.08 ± 0.02 mm-1), while clarity ranged from 95.7 ± 1.8% in blend films to 99.2 ± 1.5% in sorbitol films. All mean values are summarized in Table 3.
Table 3: Physical, mechanical, water interaction, and optical properties of bioplastic films prepared with different plasticizers
Properties | Bioplastic A (Glycerol) | Bioplastic B (Sorbitol) | Bioplastic C (Glycerol + Sorbitol) | Polypropylene control |
Thickness (mm) | 0.183 ± 0.028 | 0.196 ± 0.050 | 0.143 ± 0.005 | 0.100 ± 0.002 |
Moisture content (%) | 21.50 ± 2.20 | 11.23 ± 1.35 | 19.45 ± 8.39 | 20.58 ± 10.33 |
Density (g/cm3) | 1.33 ± 1.5 | 1.28 ± 1.2 | 1.48 ± 2.0 | 0.9 ± 1.0 |
Tensile strength (N/cm2) | 12.00 ± 0.72 | 38.11 ± 1.52 | 25.05 ± 1.20 | 27.55 ± 1.10 |
Swelling capacity (%) | 47.0 ± 3.0 | 34.0 ± 2.8 | 26.0 ± 2.5 | 40.0 ± 2.0 |
Water absorption (%) | 48.6 ± 3.40 | 28.8 ± 1.15 | 33.3 ± 1.99 | 1.5 ± 0.10 |
Transparency (mm-1) | 2.344 ± 0.12 | 0.080 ± 0.02 | 4.202 ± 0.15 | 0.930 ± 0.05 |
Clarity (%) | 97.7 ± 1.6 | 99.2 ± 1.5 | 95.7 ± 1.8 | 99.1 ± 1.5 |
The influence of three plasticizer formulations glycerol (A), sorbitol (B), and a glycerol–sorbitol blend (C) on potato peel starch bioplastic films was evaluated using one-way ANOVA (Table 4). Thickness, density, tensile strength, swelling capacity, water absorption, and transparency showed significant differences (p < 0.05), whereas moisture content and clarity did not.
Table 4: One-way ANOVA results showing the effect of plasticizer type on bioplastic film properties
| Property | df (Between) | df (Within) | F-value | P-value | Significance* |
Thickness (mm) | 3 | 8 | 6.80 | 0.0136 | Yes |
Moisture content (%) | 3 | 8 | 1.45 | 0.2986 | No |
Density (g/cm3) | 3 | 8 | 4.066 | 5.28 x 10-5 | Yes |
Tensile strength (N/cm2) | 3 | 8 | 252.28 | 2.93 x 10-8 | Yes |
Swelling capacity (%) | 3 | 8 | 35.25 | 5.85 x 10-5 | Yes |
Water absorption (%) | 3 | 8 | 274.22 | 2.11 x 10-8 | Yes |
Transparency (mm-1) | 3 | 8 | 979.81 | 1.33 x 10-10 | Yes |
Clarity (%) | 3 | 8 | 3.11 | 0.0886 | No |
Df – degrees of freedom; *Significance considered at p < 0.05.
Biodegradability test
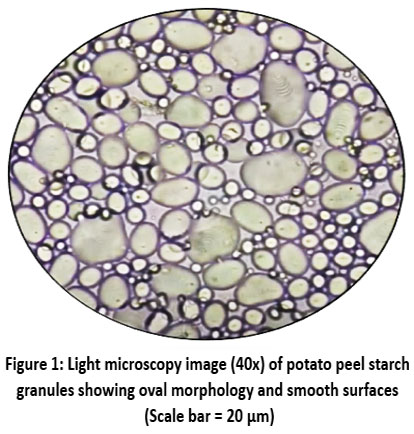
The soil burial test showed distinct biodegradation patterns based on plasticizer type (Fig. 2): glycerol-plasticized films degraded the fastest, increasing from 62.14 ± 27.28% (day 5) to 95.62 ± 9.78% (day 20), while sorbitol films degraded more gradually (41.28 ± 6.07% to 83.12 ± 9.79%), and glycerol–sorbitol blend films degraded the slowest (38.60 ± 26.85% to 64.16 ± 5.41%). Two-way ANOVA (Table 5) confirmed significant effects of plasticizer type (F(2,24)=566.84, p<0.001), burial duration (F(3,24)=507.87, p<0.001), and their interaction (F(6,24)=19.86, p<0.001), indicating different degradation trajectories among formulations.
 | Figure 2: Biodegradation profiles of bioplastic films plasticized with glycerol, sorbitol, and glycerol–sorbitol blend during soil burial over 20 days
|
Table 5: Two-way ANOVA results for the effect of plasticizer type and burial duration on biodegradation of potato peel starch bioplastic films
Property | df (Between) | df (Within) | F-value | P-value | Significance* |
Thickness (mm) | 3 | 8 | 6.80 | 0.0136 | Yes |
Moisture content (%) | 3 | 8 | 1.45 | 0.2986 | No |
Density (g/cm3) | 3 | 8 | 4.066 | 5.28 x 10-5 | Yes |
Tensile strength (N/cm2) | 3 | 8 | 252.28 | 2.93 x 10-8 | Yes |
Swelling capacity (%) | 3 | 8 | 35.25 | 5.85 x 10-5 | Yes |
Df – degrees of freedom; SS – Sum of squares; MS -Mean square; *Significance considered at p < 0.001.
FTIR
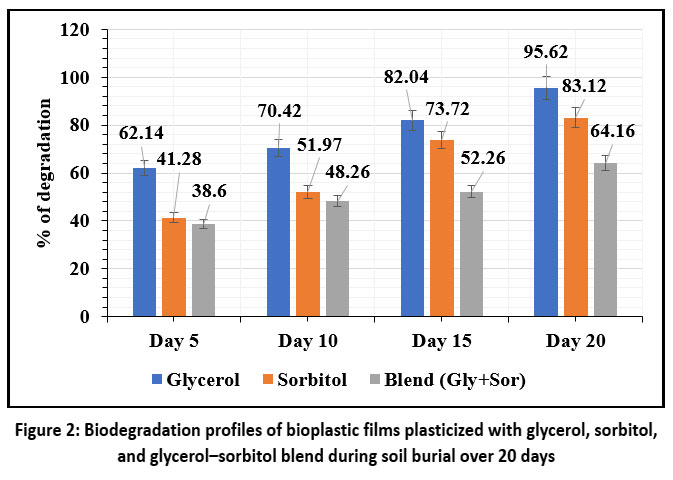
FTIR spectroscopy (Fig. 3, Tables 6 and 7) showed characteristic starch bands—O–H (~3420 cm-1), C–H (~2920 cm-1), O–H bending (~1650 cm-1), C–O–C/C–O (~1160–985 cm-1), and skeletal vibrations (~930–763 cm-1)—confirming that the polysaccharide backbone remained intact. Plasticization caused clear shifts in O–H and C–H stretching regions, indicating hydrogen bonding between starch and the plasticizers. Glycerol films displayed the largest O–H shift (~3260 cm-1) and a distinctive C–H deformation (~859 cm-1), suggesting stronger interactions and a more amorphous structure. Sorbitol films showed O–H shifts (~3280 cm-1), while the blend films exhibited intermediate shifts (~3270 cm-1).
 | Figure 3: FTIR Spectra of potato peel starch and plasticized bioplastic films
|
Table 6: FTIR absorption band assignments of potato peel starch and bioplastic films plasticized with glycerol, sorbitol, and glycerol–sorbitol blend
Sample | Wavenumber (cm-1) | Assignment | Functional Group / Source |
Potato Peel Starch | ~3420 | O–H stretching | Hydroxyl groups, hydrogen bonding |
~2920 | C–H stretching | Alkyl groups (CH2, CH2) | |
~1650 | O–H bending of water | Bound water in starch granules | |
1160–985 | C–O–C, C–O stretching | Glycosidic linkages, starch backbone | |
930–763 | Skeletal vibrations | Glucose ring structure | |
Glycerol Bioplastic | ~3260 | O–H stretching | Hydrogen-bonded hydroxyls (starch + glycerol) |
~2925 | C–H stretching | Aliphatic CH2 groups | |
~1635 | O–H bending / C=O stretching | Bound water, glycerol interaction | |
1155–988 | C–O, C–O–C stretching | Glycosidic linkages, starch backbone | |
~859 | C–H deformation | Amorphous starch phase | |
Sorbitol Bioplastic | ~3280 | O–H stretching | Hydrogen bonding (starch + sorbitol) |
~2920 | C–H stretching | CH2 groups | |
~1640 | O–H bending of water | Water + starch–sorbitol interaction | |
1150–990 | C–O–C stretching | Polysaccharide backbone | |
<900 | Skeletal vibrations | Glucose ring | |
Glycerol + Sorbitol Bioplastic | ~3270 | O–H stretching | Hydrogen bonding (starch + both plasticizers) |
~2920 | C–H stretching | Aliphatic groups | |
~1635 | O–H bending / bound water | Plasticizer–starch interactions | |
1150–985 | C–O, C–O–C stretching | Glycosidic bonds | |
<900 | Skeletal vibrations | Glucose ring | |
Commercial Starch Bioplastic | ~3400 | O–H stretching | Hydroxyl groups, hydrogen bonding |
~2920 | C–H stretching | CH2, CH2 groups | |
~1650 | O–H bending of water | Bound water | |
1150–985 | C–O, C–O–C stretching | Glycosidic linkages | |
<900 | Skeletal vibrations | Glucose ring |
Table 7: Summary of spectral shifts observed in FTIR analysis of bioplastic films indicating starch–plasticizer interactions
Wavenumber (cm-1) | Assignment | Potato Peel Starch | Glycerol Bioplastic | Sorbitol Bioplastic | Glycerol + Sorbitol Bioplastic | Commercial Starch Bioplastic |
~3420–3400 | O–H stretching | v | – | – | – | v |
~3260–3280–3270 | O–H stretching (hydrogen-bonded, plasticizer interaction) | – | v | v | v | – |
~2920–2925 | C–H stretching | v | v | v | v | v |
~1650–1635–1640 | O–H bending / C=O stretching (bound water / plasticizer interaction) | v | v | v | v | v |
1160–1150–1155–988 | C–O–C / C–O stretching | v | v | v | v | v |
~930–763 / <900 | Skeletal vibrations (glucose ring) | v | – | v | v | v |
~859 | C–H deformation (amorphous starch) | – | v | – | – | – |
v – Presence of functional group/absorption band; – – Absence of functional group/absorption band.
XRD crystallinity profile
The XRD diffractogram of the potato peel starch–glycerol bioplastic film (Fig. 4A) showed a broad semi-crystalline pattern with major peaks at 20 ~ 17°–19° and minor shoulders at 22°-24°. The crystallinity index calculated using the Segal method was approximately 91.6% (Fig. 4B), indicating the dominance of crystalline domains and the coexistence of ordered and amorphous regions within the polymer matrix.
.jpg) | Figure 4A: XRD diffraction pattern of glycerol-based potato peel starch bioplastic film
|
 | Figure 4B: XRD intensity profile depicting crystalline structure of potato peel starch- glycerol based bioplastic film(Crystallinity Index: 91.6%)
|
Application studies
The potato peel starch–glycerol bioplastic was evaluated as a sustainable coating for paper cups. The coating adhered uniformly, forming a continuous barrier without cracking or peeling. Cups filled with 100 mL of hot liquid (90 ± 2 °C) remained leak-proof for at least 10 min, demonstrating effective waterproofing. The mouldability of the potato peel starch–glycerol bioplastic was evaluated by casting the molten material into silicone moulds. The bioplastic formed a keychain model with smooth surfaces and stable dimensions after cooling, indicating good thermal workability and shape retention. This suggests that the glycerol plasticizer provides sufficient flexibility and cohesiveness to prevent cracking or deformation during shaping.
Discussion
The starch yield of 17.10% fell within the typical 15–20% range reported for peel-derived starches,25 with the comparatively lower value likely influenced by retained fiber and moisture in the peel matrix,26 while studies using enzymatic or alkaline-assisted extraction have reported higher recoveries due to improved process efficiency.27 The smooth, predominantly oval granules observed were consistent with earlier descriptions of peel starch,28 and the absence of surface disruption indicated that wet sedimentation maintained native granule integrity, unlike harsher extraction methods that often produce irregular structures.29 Preserving granule morphology is important, as it supports predictable gelatinization and swelling behavior.30 The fine, white, odorless starch obtained in this study also agreed with previous reports on tuber waste starch purity,31 with the lack of pigmentation or odor suggesting effective removal of peel-associated phenolics during extraction.27
The near-neutral pH of the starch (6.40 ± 0.32) agreed with values reported for purified tuber starch,32 indicating removal of acidic components during extraction.33 Qualitative test results were consistent with those described by Ramos et al., and the absence of reducing sugars matched earlier findings for purified potato peel starch.34,35 The low ash content aligned with Namir et al., whereas studies reporting higher values attributed them to residual fibers or contamination.36,37 The moisture content (14.00 ± 0.7%) fell within typical ranges for tuber starches,38 providing a balance between brittleness and microbial stability.39 The amylose–amylopectin ratio was comparable to that reported by Maurya et al., with the high amylopectin fraction contributing to swelling and gel clarity as noted by Lemos et al., while variations among studies generally reflect botanical and maturity differences, as described by Wang et al.40–42
Solubility patterns matched those reported by Horison et al.,43 with the slightly higher value likely due to mild granule disruption.27 The reduced total starch content agreed with Rashwan et al., who attributed such decreases to residual fiber or pectin.44 The lack of foam matched findings by Miller et al., indicating limited surface-active components.28 Swelling and gelatinization behaviour reflected amylopectin-driven trends noted by Kumar et al.,45 and the gelatinization temperature fell within previous potato starch ranges,46 with minor differences linked to crystallinity.47
Film formation followed typical starch gelatinization and polymer mobility behaviour reported earlier, with glycerol increasing chain flexibility.48–50 The flexible and transparent films obtained here were comparable to those produced from cassava and pea starch.51 Variations in thickness, moisture content, density, and mechanical strength supported established plasticizer-dependent trends, with sorbitol imparting greater rigidity and density differences reflecting differences in polymer packing.52–57
Hydration properties followed expected trends, with glycerol increasing swelling and water absorption, while sorbitol reduced moisture sensitivity.58,59 Optical behaviour also reflected established links between structural order and light transmission.60–63 ANOVA results confirmed that plasticizer type had a significant effect on film characteristics,8,64 and the differences in transparency were consistent with the microstructural influences described by Zhu et al.65
Biodegradation trends followed established observations, with glycerol-plasticized films degrading more rapidly due to their higher hydrophilicity and amorphous structure.52,66 Sorbitol’s stronger hydrogen bonding slowed microbial access, while blend films showed intermediate degradation. FTIR results were consistent with earlier findings indicating that glycerol produces more amorphous and flexible matrices,8,67 whereas sorbitol contributes to greater thermal stability.64 The XRD patterns, including a crystallinity index of ~91.6%, aligned with previous reports on tuber starch film crystallinity and supported the mechanical stability observed.43,68–70
The effective performance of starch–glycerol films as paper cup coatings aligned with polymer–cellulose adhesion previously documented,18,71 and the leak-proof behavior may be attributed to partial retrogradation and matrix densification.52 This strong adhesion is further explained by the high affinity of glycerol-plasticized starch for cellulose fibers, which promotes hydrogen bonding and formation of a continuous, defect-free barrier layer. The enhanced flexibility provided by glycerol also allows the film to conform closely to the paper substrate, improving coating integrity. Mouldability results supported earlier observations that plasticized thermoplastic starch systems exhibit sufficient chain mobility for accurate shape replication, highlighting their suitability for both packaging and molded applications.72–75 The production of smooth, dimensionally stable molded forms reinforces that the glycerol formulation provides an optimal combination of flexibility and cohesiveness, supporting its identification as the most promising candidate among the tested bioplastic systems.
Conclusion
This study demonstrated that starch-rich potato peel waste could be effectively valorized into biodegradable films using a simple wet sedimentation and solution-casting process, highlighting a sustainable route for utilizing agro-industrial waste. The extracted starch possessed suitable physicochemical properties for film formation, and the resulting films showed plasticizer-dependent advantages: glycerol produced flexible films with rapid biodegradation, sorbitol increased tensile strength and reduced water sensitivity, and the glycerol–sorbitol blend provided an intermediate balance of properties. All formulations were biodegradable, with glycerol-based films degrading the fastest, indicating their suitability for applications requiring quick environmental breakdown. Although the work was limited to laboratory-scale processing and only three plasticizer systems, and glycerol films remained moisture-sensitive, the findings supported potato peel starch as a promising material for sustainable packaging. Future improvements through nanofillers, crosslinkers, and real-world packaging evaluations, along with scale-up and cost assessments, were recommended to advance its practical applicability.
Acknowledgement
I would like to express my sincere gratitude to Dr.R. Mallika, Associate Professor, Department of Biochemistry, and V.V.Vanniaperumal College for women at Virudhunagar for their kind help and invaluable guidance in this research work.
Funding Sources
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Conflict of Interest
The authors do not have any conflict of interest.
Data Availability Statement
All datasets produced or examined in this study are contained within the manuscript.
Ethics Statement
This research did not involve human participants, animal subjects, or any material that requires ethical approval.
Informed Consent Statement
This study did not involve human participants, and therefore, informed consent was not required.
Permission to Reproduce Material from other Sources
Not Applicable
Authors' contribution
Glory Jasmine Rani: wrote whole paper,
Ramaiya PillaiMallika: review and editing
References
- Narancic T, Cerrone F, Beagan N, O’Connor KE. Recent advances in bioplastics: application and biodegradation. Polymers. 2020;12(4):920. https://doi.org/10.3390/polym12040920
CrossRef - Jansen MA, Andrady AL, Bornman JF, et al. Plastics in the environment in the context of UV radiation, climate change and the Montreal Protocol. Photochem Photobiol Sci. 2024;23(4):629-650. https://doi.org/10.1007/s43630-024-00552-3
CrossRef - Kiessling T, Hinzmann M, Mederake L, et al. Potential of the EU Single-Use Plastics Directive for reducing coastal pollution. Waste Manag. 2023;164:106-118. https://doi.org/10.1016/j.wasman.2023.03.042
CrossRef - Spherical Insights. Bioplastics market size, analysis, growth, forecasts to 2033. https://www.sphericalinsights.com/reports/bioplastics-market. Accessed August 20, 2025.
- Muñoz-Gimena PF, Oliver-Cuenca V, Peponi L, López D. Reinforcements and additives in starch-based composites for food packaging. Polymers. 2023;15(13):2972. https://doi.org/10.3390/polym15132972
CrossRef - Imoisili PE, Jen TC. Synthesis and characterization of bioplastic films from potato peel starch. Mater Today Proc. 2024;105:1-5. https://doi.org/10.1016/j.matpr.2023.05.565
CrossRef - Chemiru G, Gonfa G. Glycerol-plasticized yam starch films reinforced with TiO2. Carbohydr Polym Technol Appl. 2023;5:100300. https://doi.org/10.1016/j.carpta.2023.100300
CrossRef - Ballesteros-Mártinez L, Pérez-Cervera C, Andrade-Pizarro R. Effect of glycerol and sorbitol on sweet potato starch film properties. NFS J. 2020;20:1-9. https://doi.org/10.1016/j.nfs.2020.06.002
CrossRef - Noorfarahzilah M, Jau-Shya L, Mansoor AH, et al. Physicochemical properties of tarap starch. Food Res. 2020;4:602-611. https://doi.org/10.26656/fr.2017.4(3).337
CrossRef - Nakkala K, Godiyal S, Laddha K. Starch isolation from Curcuma longa L. Int J Pharm Sci Res. 2020;43(11):5712-5717. https://doi.org/10.13040/IJPSR.0975-8232.11(11).5712-17
CrossRef - Trease GE, Evans WC. Pharmacognosy. 15th ed. Saunders; London, 2002:42-393.
- AOAC. Official Methods of Analysis. 20th ed. AOAC International; 2016.
- Hassan LG, Muhammad AB, Aliyu RU, et al. Extraction and characterisation of Mangifera indica seed starch. IOSR J Appl Chem. 2013;3(6):16-23. https://doi.org/10.9790/5736-0361623
CrossRef - Kandekar UY, Abhang TR, Pujari RR, Khandelwal KR. Elephant foot yam starch as pharmaceutical disintegrant. Indian J Pharm Educ Res. 2021;55(1s):s209-s219.https://doi.org/10.5530/ijper.55.1s.52
CrossRef - Marichelvam MK, Jawaid M, Asim M. Corn and rice starch bioplastics as packaging materials. Fibers. 2019;7(4):32. https://doi.org/10.3390/fib7040032
CrossRef - Gea S, Pasaribu KM, Sarumaha AA, Rahayu SRI. Cassava starch/bacterial cellulose bioplastics. Biodiversitas. 2022;23(5):2601-2608 https://doi.org/10.13057/biodiv/d230542
CrossRef - Sudha M, Abbaraju KS. Ginger starch extraction. Open Access J Bioeng Biomed Sci. 2018;2(4):199-201. https://doi.org/10.32474/OAJBEB.2018.02.000143
CrossRef - Shafqat A, Al-Zaqri N, Tahir A, Alsalme A. Starch-based bioplastics using various fillers. Saudi J Biol Sci. 2021;28(3):1739-1749. https://doi.org/10.1016/j.sjbs.2020.12.015
CrossRef - Al-Hassan AA, Norziah MH. Starch–gelatin edible films. Food Hydrocoll. 2012;26(1):108-117. https://doi.org/10.1016/j.foodhyd.2011.04.015
CrossRef - Kulsum N, Rajagopal A, Rajakannu S, Amirthakadeswaran N, TM S. Chitosan/potato peel hydrogel. J Appl Pharm Sci. 2019;9(09):66-71. https://doi.org/10.7324/JAPS.2019.90909
CrossRef - Shankar S, Teng X, Li G, Rhim JW. Gelatin/ZnO nanocomposite films. Food Hydrocoll. 2015;45:264-271. https://doi.org/10.1016/j.foodhyd.2014.12.001
CrossRef - Güven Ö, Sensoy i. Fiber effects on starch during hydrothermal treatment. J Sci Food Agric. 2024;104(10):5724-5734. https://doi.org/10.1002/jsfa.13401
CrossRef - Butkinaree S, Jinkarn T, Yoksan R. Biodegradable coating on paperboard. J Met Mater Miner. 2008;18:219-222.https://api.semanticscholar.org/CorpusID:54585087
- Kadam P, Datta S. Biodegradable plastic from banana peel. Int J Innov Res Sci Eng Technol. 2020;9(7):6177-6185.
- Kaur M, Gautam A, Kaur H. Potato peel powder as dietary fibre. J Food Process Preserv. 2022;46(11):e17033. https://doi.org/10.1111/jfpp.17033
CrossRef - Liu Y, Liu M, Zhang L, et al. Biodegradable cationic potato-peel starch films with curcumin. Food Hydrocoll. 2022;130:107690. https://doi.org/10.1016/j.foodhyd.2022.107690
CrossRef - Ahmed S, Rehman H, Ahmed N. Potato starch extraction review. J Pharmacogn Phytochem. 2024;13(4):512-524. https://doi.org/10.22271/PHYTO.2024.V13.I4F.15046
CrossRef - Miller K, Reichert CL, Schmid M, Loeffler M. Potato peel modification approaches. Foods. 2022;11(18):2927. https://doi.org/10.3390/foods11182927
CrossRef - Singh L, Kaur S, Aggarwal P, Kaur N. Industrial potato waste characterization. Int J Food Sci Technol. 2023;58(5):2686-2694. https://doi.org/10.1111/ijfs.16023
CrossRef - Wang H, Yang Q, Gao L, et al. Tuber starch functional properties. Int J Biol Macromol. 2020;148:324-332. https://doi.org/10.1016/j.ijbiomac.2020.01.146
CrossRef - Charles AL, Motsa N, Abdillah AA. Potato peel starch edible films. Polymers. 2022;14(17):3462. https://doi.org/10.3390/polym14173462
CrossRef - Mishra M, Sharangdher ST, Patange SB, et al. Potato peel extract in fish preservation. J Exp Zool India. 2021;24(1):365-375.
CrossRef - Singh M, Sharma V, Gupta R. Biovalorization of potato peel waste. In: Biorefinery Approaches. Springer; 2024:19-41. https://doi.org/10.1007/978-981-99-8266-0_2
CrossRef - Ramos-Villacob V, Salcedo-Mendoza J, Figueroa-Flórez JA. Cassava starch–fatty acid complex emulsions. Int J Biol Macromol. 2025;146908. https://doi.org/10.1016/j.ijbiomac.2025.146908
CrossRef - Mushtaq Q, Irfan M, Tabssum F, Qazi JI. Amylase from potato peels. J Food Process Eng. 2017;40(4):e12512. https://doi.org/10.1111/jfpe.12512
CrossRef - Namir M, Iskander A, Alyamani A, et al. Potato peel fibre in pasta. Molecules. 2022;27(9):2868. https://doi.org/10.3390/molecules27092868
CrossRef - Ali SM, Siddique Y, Mehnaz S, Sadiq MB. Starch from low-grade potatoes. Heliyon. 2023;9(9):e19581. https://doi.org/10.1016/j.heliyon.2023.e19581
CrossRef - Nagar CK. Preparation of taro starch. Doctoral dissertation. 2023. https://krishikosh.egranth.ac.in/handle/1/5810214263
- Shi M, Li D, Yan Y, Liu Y. Moisture effects on potato starch. Starch/Stärke. 2018;70(11-12):1800012. https://doi.org/10.1002/star.201800012
CrossRef - Maurya RK, Boini T, Misro L, Radhakrishnan T, Gharat P, Swamy CT. Starch Extraction and Modification. CRC Press; 2025. https://doi.org/10.1201/978103267432
CrossRef - Lemos PVF, Barbosa LS, Ramos IG, Coelho RE, Druzian JI. Amylose and amylopectin fractions. Int J Biol Macromol. 2019;132:32-42. https://doi.org/10.1016/j.ijbiomac.2019.03.086
CrossRef - Wang K, Hasjim J, Wu AC, Henry RJ, Gilbert RG. Amylose fine structure variation. J Agric Food Chem. 2014;62(19):4443-4453. https://doi.org/10.1021/jf5011676
CrossRef - Horison R, Surini S. Indonesian tuber starches as excipients. Pharm Sci Res. 2024;11(2):2. https://doi.org/10.7454/psr.v11i2.1385
CrossRef - Rashwan AK, Younis HA, Abdelshafy AM, et al. Green applications of plant starch. Environ Chem Lett. 2024;22:2483-2530. https://doi.org/10.1007/s10311-024-01753-z
CrossRef - Kumar R, Singh N, Khatkar BS. Wheat starch granule types. Food Bioeng. 2023;2(4):373-383. https://doi.org/10.1002/fbe2.12068
CrossRef - Liang D, Luo H, Sun Z, et al. Amylose extraction and citrate esterification of potato starch. Carbohydr Polym. 2024;338:122208. https://doi.org/10.1016/j.carbpol.2024.122208
CrossRef - Yang F, Du Q, Miao T, et al. Tremella fuciformis interaction with starch. Food Hydrocoll. 2022;127:107509. https://doi.org/10.1016/j.foodhyd.2022.107509
CrossRef - Smith MK, Paleri DM, Abdelwahab M, et al. PHB bioplastic composites with agave fibre. Green Chem. 2020;22:3906-3916. https://doi.org/10.1039/D0GC00365D
CrossRef - Pooja N, Shashank S. Modified starch films for enhanced thermal properties. RSC Adv. 2024;14:23943-23951. https://doi.org/10.1039/d4ra04263h
CrossRef - Nguyen TT, Phan NHT, Trinh CD, et al. Glycerol-plasticized chitosan film. J Food Saf. 2022;42:e12943. https://doi.org/10.1111/jfs.12943
CrossRef - García NL, Famá L, D’Accorso NB, Goyanes S. Biodegradable starch nanocomposites. In: Eco-friendly Polymer Nanocomposites. 2015:17-77. https://doi.org/10.1007/978-81-322-2470-9_2
CrossRef - Ng JS, Kiew PL, Lam MK, et al. Properties and biodegradability of glycerol- and sorbitol-plasticized potato films. Int J Environ Sci Technol. 2022;19(3):1545-1554. https://doi.org/10.1007/s13762-021-03213-5
CrossRef - Tan SX, Andriyana A, Ong HC, et al. Nanofillers and plasticizers in sustainable starch bioplastics. Polymers. 2022;14(4):664. https://doi.org/10.3390/polym14040664
CrossRef - Lusiana SW, Putri D, Nurazizah IZ. Sago–PVA starch films. J Phys Conf Ser. 2019;1351:012102. https://doi.org/10.1088/1742-6596/1351/1/012102
CrossRef - Harussani MM, Sapuan SM, Firdaus AHM, et al. Tensile properties of plasticized cornstarch biopolymers. Polymers. 2021;13(21):3709. https://doi.org/10.3390/polym13213709
CrossRef - Abotbina W, Sapuan SM, Sultan MTH, Alkbir MFM, Ilyas RA. Cornstarch-based films with different plasticizers. Polymers. 2021;13(20):3487. https://doi.org/10.3390/polym13203487
CrossRef - Das R, Singh R, Pooja LR, et al. Corn-cob bioplastics with TiO2 nanoparticles. Waste Biomass Valor. 2025;16:3773-3787. https://doi.org/10.1007/s12649-025-02907-y
CrossRef - Basiak E, Lenart A, Debeaufort F. Influence of glycerol and water on starch films. Polymers. 2018;10(4):412. https://doi.org/10.3390/polym10040412
CrossRef - Farahnaky A, Saberi B, Majzoobi M. Glycerol effects on wheat starch films. J Texture Stud. 2013;44(3):176-186. https://doi.org/10.1111/jtxs.12007
CrossRef - Mohammed AA, Hasan Z, Omran AAB, et al. Plasticizer effects on wheat starch films. Polymers. 2022;15(1):63. https://doi.org/10.3390/polym15010063
CrossRef - González-Seligra P, Guz L, Ochoa-Yepes O, Goyanes S, Famá L. Extrusion effects on starch film morphology. LWT. 2017;84:520-528. https://doi.org/10.1016/j.lwt.2017.06.027
CrossRef - Yu J, Liu X, Xu S, et al. Green solvents for polysaccharide film production. Compr Rev Food Sci Food Saf. 2023;22(2):1030-1057. https://doi.org/10.1111/1541-4337.13099
CrossRef - Gao C, Pollet E, Avérous L. Glycerol-plasticized alginate films. Food Hydrocoll. 2017;63:414-420. https://doi.org/10.1016/j.foodhyd.2016.09.023
CrossRef - González-Torres B, Robles-García MÁ, Gutiérrez-Lomelí M, et al. Co-plasticizers and oxidized starch for improved films. Polymers. 2021;13(9):3356. https://doi.org/10.3390/polym13193356
CrossRef - Zhu J, Zhang S, Liu Y, et al. Plasticizer migration in starch films. Int J Biol Macromol. 2022;195:41-48. https://doi.org/10.1016/j.ijbiomac.2021.11.138
CrossRef - Patel M, Islam S, Kallem P, et al. Potato starch bioplastics with glycerol–sorbitol blend. Int J Environ Sci Technol. 2023;20(7):7843-7860. https://doi.org/10.1007/s13762-022-04492-2
CrossRef - Laohakunjit N, Noomhorm A. Plasticizer effects on rice starch film. Starch/Stärke. 2004;56(8):348-356.
CrossRef - Osei Tutu C, Amissah JGN, Amissah JN, et al. Frafra potato starch characteristics. Int J Food Prop. 2023;26(1):1624-1635. https://doi.org/10.1080/10942912.2023.2228513
CrossRef - Jagadeesan S, Govindaraju I, Mazumder N. Potato starch ultrastructure review. Am J Potato Res. 2020;97(5):464-476. https://doi.org/10.1007/s12230-020-09798-w
CrossRef - Santhosh R, Ahmed J, Thakur R, Sarkar P. Starch-based edible packaging properties. Sustain Food Technol. 2024;2(2):307-330. https://doi.org/10.1039/d3fb00211j
CrossRef - Chi K, Wang H, Catchmark JM. Starch-based barrier coatings. Food Hydrocoll. 2020;103:105696. https://doi.org/10.1016/j.foodhyd.2020.105696
CrossRef - Rao AS, Nair A, More SS, Roy A, More VS, Anantharaju KS. Biodegradable packaging materials: prospects. In: Microbial Polymers. 2021:675-693. https://doi.org/10.1007/978-981-16-0045-6_27
CrossRef - Ngai T, Yuen CB, Chong HL, Kwok MH. Natural polymer-based food packaging review. Sustain Food Technol. 2025;3:908-929. https://doi.org/10.1039/D5FB00021A
CrossRef - Sirohi R, Singh S, Tarafdar A, et al. Thermoplastic starch. In: Biomass, Biofuels, Biochemicals. Elsevier; 2021:31-49.
CrossRef - Garavito J, Peña-Venegas CP, Castellanos DA. Starch-based flexible packaging in developing countries. Foods. 2024;13(24):4096. https://doi.org/10.3390/foods13244096.
CrossRef







